for more information visit: MODERN COLD METAL FORMING MACHINES FOR YOUR PRODUCTION | Kavalier.cz
Dieses klare Borosilikatglas reiht sich in eine Gruppe von Glasarten ein, die sich durch eine hohe Wärme- und chemische Stabilität auszeichnen und gemäß der internationalen Norm ISO 3585 definiert werden. Diese Glasarten können in den anspruchsvollsten Bereichen, wie der Chemie, Pharmazie, Biologie, Nahrungsmittelindustrie und dem Gesundheitswesen, zum Einsatz kommen.

In einer modernen automatisierten Mischanlage werden die vorbehandelten und gemischten Werkstoffe in Elektrowiderstandsöfen mit vertikalem Schmelzfluss und Dauerbetrieb geschmolzen. Die elektrische Glasschmelze ist bei Kavalierglass seit 30 Jahren Tradition und hinsichtlich des Ausmaßes ihres Einsatzes weltweit einzigartig.
Rotierende automatisierte Glasblase-Maschinen formen dünnwandige Gefäße (wie Becher, Kolben und Kannen) aus einem Glastropfen, der aus dem Speiser geleitet wird. Der Tropfen, der sich in der Maschine auf einer Unterlegscheibe befindet, fällt durch die Öffnung der Scheibe und wird teilweise aufgrund seines eigenen Gewichts, jedoch hauptsächlich durch die Wirkung der Druckluft vom Glasblase-Kopf gestreckt und rotiert auf einer vertikalen Achse. Der glühende Kolben wird rundum von zwei Teilen der Glasform gefasst, die die Form des Endproduktes haben. Durch Erhöhung der Druckluft nimmt das Produkt in der Glasform seine Gesatlt an und gleitet nach dem Öffnen der Glasform auf ein Förderband herunter. Während des Formens entsteht eine technische Schicht in der Glasblase-Maschine, die als Beschichtung bezeichnet wird. Diese Beschichtung kann in einer anderen Maschine durch Wegschmelzen entfernt werden. Die Produktlinie wird automatisch mit automatisierten Maschinen für das Formen von Ausgüssen und dekorativen oder funktionalen Glasaufdruck verbunden, die dann Produkte je nach Bedarf entsprechend formen und bedrucken können.


Zur Fertigung bestimmter Flaschen und Glasgefäße für medizinische oder labortechnische Zwecke, für die der Einsatz von SIMAX-Glas empfohlen oder erforderlich ist, verwendet Kavalierglass eine moderne automatisierte Maschine.
Die glühende Glasmasse im Speiser erzeugt einen Tropfen mit einer Temperatur von etwa 1.300 °C, der nach automatischem Abschneiden in eine Pressform fällt und in kürzester Zeit durch den Einsatz von hydraulischem Druck gepresst werden muss. Das gepresste Stück muss einerseits im Druck weiterer Positionen abgekühlt werden und auf der anderen Seite durch ein Brennersystem geglättet und poliert werden. Das gepresste Stück wird dann durch ein Förderband in den Härteofen (Tunnel) geleitet, wo es nach erneutem Erhitzen durch Luftstrom plötzlich abgekühlt und oberflächengehärtet wird. Auf diese Weise wird seine Wärmebeständigkeit um 50 Prozent erhöht und das Produkt nimmt alle Eigenschaften an, die für alle üblichen Wärmebehandlungen in Laboren oder zu Hause erforderlich sind.


Die technisch anspruchsvolle, moderne automatisierte Fertigung von Borosilikat-Glasrohren als Halbfabrikate (Rohlinge) zur Weiterverarbeitung ist eine Voraussetzung für eine erfolgreiche Fertigung eines breiten Spektrums an Laborgeräten und Industrieglasapparaturen. Für die Fertigung von Glasrohren mit einem Durchmesser von bis zu 50 mm verwendet Kavalierglass eine moderne Ziehlinie nach dem Vello-Verfahren. Glasrohre mit größeren Durchmessern von bis zu 180 mm werden auf einer selbst entwickelten Maschine gezogen.
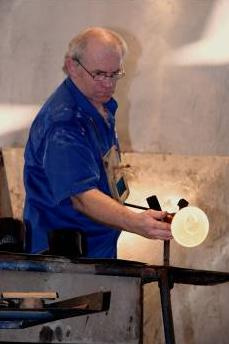
Das von Kavalierglass gefertigte Glassortiment für labortechnische und technische Zwecke umfasst tausende Produktarten. Daher gibt es noch immer hunderte Produktarten, die aufgrund ihrer komplexen Form oder einer begrenzten Fertigungsreihe von Hand gefertigt werden müssen. Die Glashütte beschäftigt Glasmacher, die in Sachen Handwerkskunst hochqualifiziert und fachlich erfahren sind und die jegliche Schwierigkeiten im Bereich des manuellen Glasformens meistern können ‑ sei es eine moderne Pfanne zum fettfreien Grillen von Hühnchen oder ein 200-Liter-Reaktorgefäß. Durch den Einsatz von handbedienten mechanischen und hydraulischen Pressen und einer automatischen Abkühlung der größten Produkte mittels Druckluft werden körperliche Anstrengungen deutlich reduziert. Gleichermaßen erfolgen Endarbeiten an manuell geformten Produkten mithilfe moderner Maschinen, die prinzipiell von den Glasmachern selbst entwickelt und hergestellt wurden.

Das Glasblasen an der Glasbläserlampe ist nach wie vor die grundlegende Technologie eines jeden Herstellers von Laborgeräten. Täglich stellen dutzende fachlich erfahrener Glasbläser bei Kavalierglass selbst die komplexesten Laborapparaturen und -geräte mit äußerster Genauigkeit und Präzision gemäß Zeichnungen und Normen her. Dabei verwenden sie maschinell geformte Glashalbfabrikate (Rohlinge) und verschmelzen diese mittels Glasbläserlampe zum fertigen Gerät. Eine ganze Reihe von Arbeiten in der Glasblastechnologie wurde zudem automatisiert. Halbfabrikate, wie normierte Normschliffe, Glashähne und andere, werden in erster Linie maschinell gefertigt. Die Fertigung von Messzylindern wurde vollständig automatisiert. Ein Teil der Laborgefäße muss genau gemessen werden und das Fassungsvermögen muss auf dem Produkt auf die vorgeschriebene Art und Weise gekennzeichnet werden. Die Kennzeichnung erfolgt größtenteils unter Verwendung eines schnellen emaillierten Aufdrucks. Für den geringeren Teil der Fertigung kann ein konservativerer Kennzeichnungsprozess eingesetzt werden, bei dem das Glas auf Kundenwunsch geätzt wird.
Die Endfertigung großer Glaslagerungstanks, Reaktorgefäße und Wärmetauscher aus dem Programm für Industrieglasapparaturen hat sich als äußerst anspruchsvoll erwiesen. Flansche mit einem Durchmesser von bis zu 600 mm werden mit den Gefäßen verschmolzen, um die Endmontage sicherzustellen. Adapter für Einlass- und Auslassöffnungen, Glashähne und Hülsen für Thermometer und Rührer werden an bestimmten Stellen am Gefäß verschmolzen. Mehrere Erwärmungs- und Kühlungsspiralen werden bei Wärmetauschern an die Seitenfläche eines Zylinders verschmolzen.

Am Ende des Fertigungsprozesses für Industrieventile erfolgt die Montage, bei der unter Verwendung von Zubehörteilen und Verbindungteilen, metallischen Flaschen, Bolzen und Verpackungen die gesamte Apparatur aufgebaut und auf ihre Funktion getestet wird. Auf Kundenwunsch kann der Hersteller auch eine Endmontage und Überprüfung sowie den Aufbau der Apparatur im Werk des Käufers durchführen.
Haushalts-Glasprodukte, die in Serienfertigung hergestellt werden, werden in Sets und Sammelverpackungen verkauft, die angemessen bei der Verpackung des Produkts angeordnet werden. Zubehörteile, die nicht aus Glas sind, bilden ebenfalls einen Teil der Fertigstellung. Der Fertigstellungsprozess endet mit dem Palettisieren verpackter Produkte und Schrumpfen in Verpackungsfolie. Die foliengeschrumpfte Transportpalette stellt als moderne, sichere und wirtschaftliche Produktverpackung die Verkaufs- und Versandeinheit dar.